Классификация шлифовальной бумаги по показателю зернистости. Наждачная бумага: разновидности, применение, маркировка
Или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
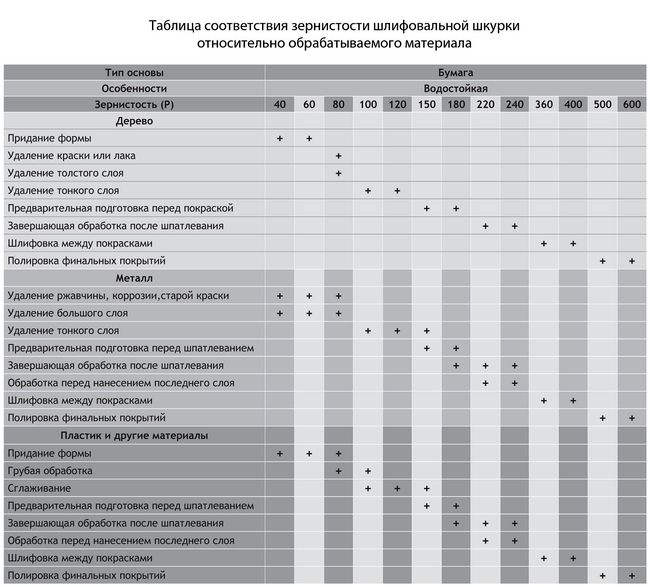
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.
Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
ГОСТ
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.

Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
Этот абразивный материал имеет бумажную или тканевую основу, на которую нанесено непосредственно абразивное вещество (в виде порошка или «зерна»). Вот эта «зернистость» и является одной из главных характеристик изделия, которое известно и под другими «именами»: шкурка, наждачка. От размеров зерен зависит, какой вид работы можно производить данной наждачной бумагой, и на это указывает маркировка.
Следует знать, что в производстве применяются искусственные абразивы (электрокорунд, карборунд и др.). Все «семейство» наждачных бумаг классифицируется по российскому и зарубежному стандартам. Поэтому далее, для простоты, все показатели будут указаны в соответствии с российским ГОСТом. Он соответствует зарубежному стандарту FEPA, или ISO 6344, как общепринятому в мире. Однако некоторые страны применяют и свои (Канада, США, Китай, Япония). Наждачная бумага выпускается или отдельными листами (листовая), или рулонами.
Назначение наждачной бумаги в зависимости от маркировки
Буква «Р» в ГОСТе обозначает зернистость и характеризуется числами от 12 до 2500. Чем больше число в обозначении «наждачки», тем она мельче (меньше размер зерна). Однако в некоторых бывших союзных республиках для обозначения зернистости используется еще ГОСТ СССР. Например, 20 – Н. Это если размер измеряется десятками микрон. Если просто в микронах, то обозначение будет таким – М20. Так обозначают одну из самых мелких наждачных бумаг, в обиходе называемых «нулевкой». Приведем краткую классификацию наждачной бумаги.
- Для очень грубой работы Р22, Р24, Р36 80-Н, 63-Н, 50-Н
- Для грубой работы Р40, Р46, Р60 40-Н, 32-Н, 25-Н
- Для первичной шлифовки Р80, Р90, Р100, Р120 20-Н, 16-Н, 12-Н, 10-Н
- Для окончательной шлифовки Р150, Р180 8-Н, 6-Н

Для мелкозернистых видов наждачной бумаги существует своя классификация.
- Шлифовка твердой древесины Р240, Р280 5-Н, М63
- Полировка, шлифовка
- перед покраской Р400, Р600 М28, М40; 2-Н, 3-Н
- Шлифовка керамики,
- пластика, металла Р1000 М20, 1-Н
- Полировка Р1200, Р1500, М14, М10, М7, М5
- Р2000, Р2500 Н-0, Н-00, Н-01
На оборотной стороне наждачной бумаги имеются и другие обозначения, по которым можно определить, какова ее основа, технология изготовления, вид абразивного материала и т. п. Вот некоторые примеры:
- если нет никакой отдельной буквы, то бумага эта рулонная. У листовой есть индекс «Л»;
- «1» — предназначена для шлифовки мягких материалов;
- «2» — для шлифовки металлов;
- литерами Л1, Л2 и М обозначают бумагу влагопрочную;
- литеры П предупреждают, что бумага боится сырости.
Есть еще целый ряд обозначений, но они интересны только специалисту, а для практического использования наждачной бумаги особой роли не играют.
6. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 23.04.87 N 1374
7. ПЕРЕИЗДАНИЕ (апрель 1990 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1984 г., апреле 1987 г., июле 1989 г. (ИУС 9-84, 8-87, 11-89)
Настоящий стандарт распространяется на бумажную шлифовальную шкурку, предназначенную для абразивной обработки различных материалов без охлаждения или с применением смазочно-охлаждающих жидкостей на основе масла, керосина, уайт-спирита.
1. ТИПЫ И РАЗМЕРЫ
1. ТИПЫ И РАЗМЕРЫ
1.1. Шлифовальная шкурка должна изготовляться типов:
1 - для машинной и ручной обработки неметаллических материалов (дерева, кожи, резины, пластмассы и т.п.);
2 - для машинной и ручной обработки металлов, сплавов.
1.2. Шлифовальная шкурка должна выпускаться в рулонах, размеры которых указаны в табл.1.
Таблица 1
Зернистость | Ширина, мм (пред. откл. ±3,0) | Длина, м (пред. откл. ±0,5) |
720; 750; 800; 850; 900; 1000 | ||
1250; 1350; 1400 | ||
720; 750; 800; 850; 900 | ||
1250; 1350; 1400 | ||
720; 750; 800; 850; 900 | ||
Примечание. По заказу потребителя допускается изготовление рулонов длиной более 100 м.
1.3. Шлифовальная шкурка должна изготовляться со следующими видами рабочего слоя:
С - сплошной;
Р - рельефный.
1.4. Исполнения и размеры рельефного рабочего слоя должны соответствовать указанным на чертеже и в табл.2.
Таблица 2
Размеры, мм
Зернистость | Ширина, | |||
Интервал | Пред. откл. | Интервал | Пред. откл. |
|
Угол наклона рельефа должен быть 5°-85°.
1.5. Отклонение от параллельности образующих линий рельефа должно быть в пределах допуска на шаг рельефа.
Пример условного обозначения бумажной шлифовальной шкурки типа 1, со сплошным рабочим слоем С, шириной 1000 мм, длиной 50 м, на бумаге марки 0-200, из нормального электрокорунда марки 15А, зернистости 25-Н, на мездровом клее:
1C 1000X
50 П2 15А 25-Н М ГОСТ 6456-82
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шлифовальная шкурка должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Шлифовальная шкурка должна изготовляться из шлифовальных материалов, указанных в табл.3.
Таблица 3
Вид шлифматериала | Марка шлифматериала |
Нормальный электрокорунд | 15А; 14А; Ф14А; 13А; Ф13А |
Белый электрокорунд | 25А; 24А; 23А |
Легированный электрокорунд | 94А; 93А; 92А; 91А; 91А-М и 92А-М |
Циркониевый электрокорунд | |
Монокорунд | |
Зеленый карбид кремния | |
Черный карбид кремния | 54С; 53С; 51С |
Стекло |
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки из других марок шлифматериалов или их смесей.
2.3. Для изготовления шлифовальной шкурки в качестве основы должны применяться бумага по ГОСТ 18277-72 , ГОСТ 10127-75 и отраслевой нормативно-технической документации на бумагу в соответствии с табл.4.
Таблица 4
Марка бумаги | Условное обозначение |
Примечание. Если бумага не имеет установленного условного обозначения, допускается в условном обозначении шлифовальной шкурки указывать ее марку.
(Измененная редакция, Изм. N 2).
2.4. Шлифовальная шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл.5.
Таблица 5
Условное обозначение бумаги | Зернистость |
|||
электрокорундовых шлифматериалов | монокорунда | карбида кремния | ||
П2; П3; П4; П5; П7; П8; П9; П10; П11 | ||||
Примечание. По заказу потребителя допускается изготовление шлифовальной шкурки других зернистостей или их смесей.
(Измененная редакция, Изм. N 3).
2.5. Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252-80 или другими связками по отраслевой нормативно-технической документации.
Примечание. Допускается вводить в связку красители или красящие пигменты.
2.6. Зерновой состав шлифматериалов - по ГОСТ 3647-80 .
2.7. (Исключен, Изм. N 3).
2.7.1. На рабочей поверхности шлифовальной шкурки со сплошным рабочим слоем суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой, не должна превышать 0,5% площади рулона.
Примечание. По согласованию с потребителем допускается суммарная площадь указанных дефектов не более 1% площади рулона.
2.7.2. На рабочей поверхности шлифовальной шкурки с рельефным рабочим слоем суммарная площадь дефектов (слияние и непропечатка) рельефного слоя на 1 м не должна превышать 5% площади рулона с нанесенным шлифматериалом.
(Измененная редакция, Изм. N 3).
2.7.3. В рулоне шлифовальной шкурки шириной до 1250 мм не допускаются кромки шириной более 10 мм с дефектами, шириной более 1250 мм - более 15 мм.
Примечание. На рабочей поверхности карбидкремниевой и электрокорундовой шлифовальной шкурки зернистостей 6-М40 не допускаются точечные клеевые образования или вкрапления, выступающие над рабочей поверхностью.
(Измененная редакция, Изм. N 1, 2, 3).
2.8. Неравномерность толщины шлифовальной шкурки должна соответствовать значениям, указанным в табл.6.
Таблица 6
Зернистость | Неравномерность толщины, мм, не более |
2.9. Прочность на разрыв шлифовальной шкурки в зависимости от марки бумаги должна соответствовать значениям, указанным в табл.7.
Таблица 7
Условное обозначение бумаги | ||
продольном | поперечном |
|
2.10. Коэффициент нанесения шлифматериала на основу для шлифовальной шкурки с рельефным рабочим слоем должен быть 0,40-0,75.
2.11. Влажность шлифовальной шкурки должна быть 3-7%.
2.12. Приведенный износ электрокорундовой и стеклянной шлифовальных шкурок должен соответствовать значениям, указанным в табл.8.
Таблица 8
Зернистость | Приведенный износ для типов |
|
Примечание. Приведенный износ карбидкремниевой шлифовальной шкурки зернистостей 6-М40 типа 1 должен быть 1,5-7,0; типа 2 - св. 7,0.
(Измененная редакция, Изм. N 2).
2.13. Режущая способность шлифовальной шкурки при условиях испытаний, указанных в обязательном приложении 2, должна соответствовать значениям, указанным в табл.8а.
Таблица 8а
Зернистость | Режущая способность шкурки, г/мин, не менее |
||
электрокорундовой | карбидкремниевой | стеклянной |
|
(Измененная редакция, Изм. N 2, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия шлифовальной шкурки требованиям настоящего стандарта следует проводить приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.1.2, 2.7.1, 2.7.2 и 2.7.3 должны подвергаться не менее 1% рулонов шлифовальной шкурки от партии, но не менее 3 шт., по пп.1.4; 1.5; 2.12 и 2.13 - 0,1%, но не менее 3 шт.
3.1, 3.2. (Измененная редакция, Изм. N 2).
3.2.1. Партия должна состоять из шлифовальной шкурки одной характеристики, изготовленной за одну смену и одновременно предъявленной к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
(Измененная редакция, Изм. N 2).
3.3.1. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве рулонов шкурки.
При наличии дефектов в повторной выборке партию не принимают.
(Введен дополнительно, Изм. N 2).
3.4. Периодическим испытаниям должна подвергаться продукция (один из размеров рулонов), выдержавшая приемочный контроль (по п.3.2), на соответствие требованиям пп.2.8 и 2.10 0,5%, но не менее 3 шт., пп.2.9 и 2.11 0,5% рулонов шлифовальной шкурки зернистостей 40; 8; 5 и М40, но не менее 3 шт., п.2.9 - на всех видах основ.
(Измененная редакция, Изм. N 2).
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. N 3).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1-4.1.2. (Исключены, Изм. N 2).
4.2. Размеры и внешние дефекты рабочей поверхности шлифовальной шкурки измеряют измерительной металлической линейкой по ГОСТ 427-75 или измерительной металлической рулеткой по ГОСТ 7502-89 .
4.2.1. Угол наклона рельефа измеряют универсальными средствами измерения или специальным шаблоном.
4.3. Неравномерность толщины шкурки измеряют микрометром типа МК (с пределом допускаемой погрешности ±0,01 мм) на расстоянии не менее 10 мм от кромки рулона.
(Измененная редакция, Изм. N 2).
4.4. Расчет коэффициента нанесения шлифматериала на основу приведен в обязательном приложении 1.
4.5. Для определения влажности шлифовальной шкурки отбирают три образца размерами 100х100 мм, взвешивают на технических весах с пределом допускаемой погрешности ±0,01 г. Образцы шлифовальной шкурки помещают в сушильный шкаф и высушивают при температуре (100±5) °С до тех пор, пока разность между двумя последовательными взвешиваниями не будет превышать 0,02 г.
Влажность шлифовальной шкурки определяют по разности масс до и после сушки и вычисляют в процентах от первоначальной массы.
4.6. Приведенный износ шлифовальной шкурки (отношение зернистости шлифовальной шкурки к ее осыпаемости) определяет на приборе КЗШ ВНИИАШ истиранием шкурки о шкурку в течение 2 мин при нагрузке 29,4 Н.
Испытанию подвергаются два образца шлифовальной шкурки размерами 395х50 мм и 520х50 мм.
Образцы взвешивают на технических весах с пределом допускаемой погрешности ±0,05 г.
Примечания:
1. Осыпаемость шлифовальной шкурки равна массе осыпавшегося рабочего слоя в заданный интервал времени при заданных условиях.
2. При расчете приведенного износа для зернистостей М63; М50 и М40 в числителе берутся соответственно цифры 5; 4 и 3.
(Измененная редакция, Изм. N 2).
4.7. Метод определения режущей способности шлифовальной шкурки приведен в обязательном приложении 2.
4.8. Определение прочности на разрыв шлифовальной шкурки производится по ГОСТ 13525.1-79 кроме пп.3.1 и 4.1 при температуре окружающей среды. Предельные отклонения размеров образцов для испытания должны быть ±1,0 мм.
(Измененная редакция, Изм. N 2).
4.9. Образцы для контроля по пп.4.1-4.8 отбирают из любого места рулона, удаленного от конца рулона или кромок не менее, чем на 10 мм. Значение показателей по пп.4.3 и 4.5-4.8 берется как среднее арифметическое из трех определений.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности рулона шлифовальной шкурки через каждые (235±20) мм в продольном и через каждые (200±20) мм в поперечном направлениях должны быть нанесены:
условное обозначение (кроме типа и указания вида рабочего слоя);
номер партии.
Примечания:
1. При применении смеси шлифматериалов - в условном обозначении маркировать марку основного шлифматериала, при применении смеси зернистостей маркировать основную зернистость.
2. По согласованию с потребителем размеры рулона допускается не наносить.
(Измененная редакция, Изм. N 2, 3).
5.2. Маркировка связок:
мездровый клей - М;
комбинированная связка - К.
5.3. Намотка шлифовальной шкурки в рулоны должна быть ровной и плотной, рабочим слоем наружу, не допускающей образование морщин, складок и мятых мест.
Торцовая поверхность должна быть ровной, выступы кромок рулона шириной до 1250 мм не должны превышать 5 мм, шириной свыше 1250 мм - 10 мм.
(Измененная редакция, Изм. N 3).
5.4. Каждый рулон шлифовальной шкурки должен быть обернут двойным слоем бумаги по ГОСТ 18277-72 , ГОСТ 2228-81 или ГОСТ 10127-75 .
Рулон должен быть заклеен на стыке. Слои упаковочной бумаги должны закрывать торцы рулона и обеспечивать сохранность его при транспортировании.
5.5. (Исключен, Изм. N 3).
5.6. На каждом упакованном рулоне должна быть наклеена этикетка или нанесен штамп со следующими данными:
товарный знак предприятия-изготовителя;
условное обозначение;
дата выпуска и номер партии;
штамп технического контроля;
изображение государственного Знака качества по НТД для шлифовальной шкурки, которой в установленном порядке присвоен государственный Знак качества.
5.7-5.16. (Исключены, Изм. N 3).
5.17. Остальные требования к маркировке и упаковке, а также, транспортирование и хранение - по ГОСТ 27595-88 .
(Введен дополнительно, Изм. N 3).
Разд.6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). РАСЧЕТ КОЭФФИЦИЕНТА НАНЕСЕНИЯ ШЛИФМАТЕРИАЛА НА ОСНОВУ
ПРИЛОЖЕНИЕ 1
Обязательное
Коэффициент нанесения шлифматериала на основу ( - отношение площади основы с нанесенным шлифматериалом к ее общей площади) для:
исполнений 1 и 3 рассчитывается по формуле
где - ширина рельефа, мм;
Шаг рельефа, мм;
исполнения 2 рассчитывается по формуле
исполнения 4 рассчитывается по формуле
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (обязательное). МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОЙ ШКУРКИ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Сущность метода
Метод основан на определении массы сошлифованного образцом шлифовальной шкурки органического стекла за время испытания.
2. Оборудование и материалы
2.1. Схема и описание прибора типа МИ-2 - по ГОСТ 426-77 .
2.2. Образцы шлифовальной шкурки с наружным диаметром (174±5) мм и диаметром отверстия (55±3) мм.
2.3. Пластины из органического стекла марки ТОСН - по ГОСТ 17622-72 .
2.4. Подкладки из резины твердости по Шору 60-80.
2.5. Клей марок БФ-2 и БФ-4 по ГОСТ 12172-74 или других марок, обеспечивающих прочность соединения пластин из органического стекла с резиновой прокладкой, - по нормативно-технической документации.
(Измененная редакция, Изм. N 2).
3. Подготовка к испытанию
3.1. Наклеить пластины на резиновые подкладки.
3.2. Новые пластины из органического стекла предварительно притереть в условиях испытания до появления следов износа на всей рабочей поверхности пластин, очистить от пыли и взвесить с пределом допускаемой погрешности ±0,01 г.
4. Проведение испытания
4.1. Установить режимы испытания, указанные в таблице.
Зернистость | Усилие прижима, Н | Время обработки, мин | Наличие обдува при обработке |
Без обдува |
|||
С обдувом |
|||
(Измененная редакция, Изм. N 1, 2).
4.2. Установить испытываемый образец шлифовальной шкурки, сменив на диске шлифовальную шкурку после притирки.
4.3. Закрепить пластины из органического стекла в держателях в том же положении, что и при притирке.
4.4. По окончании испытания освободить пластины из органического стекла, очистить от пыли и взвесить с пределом допускаемой погрешности ±0,01 г.
5. Обработка результатов испытания
5.1. Режущая способность ( г/мин) определяется по формуле
где - масса сошлифованного органического стекла, г;
5 - время обработки, мин.
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:
официальное издание
Шкурка шлифовальная тканевая и бумажная.
Технические условия: Сб. ГОСТов. -
М.: Издательство стандартов, 1990
На производстве, связанном с обработкой дерева, пластика, металла, стекла не обойтись без наждачки. Она незаменима при снятии старой краски, ей нет альтернативы, если нужно подготовить поверхность для грунтовки и покраски и т.д.
Древние китайцы в 13 веке с помощью клейкого вещества на основе крахмала приклеивали на пергамент семена растений, мелко измельченный песок и раковины.
Прообразом шлифовальной бумаги считается «стеклянная бумага», т.к. для ее изготовления использовали мельчайшие частицы стекла.

В 1834 году американский инженер А. Фишер-младший впервые запатентовал производство наждачной шкурки, где абразивным зерном уже был карбид кремния и корунд.
Следует знать, что зернистость наждачной бумаги и есть одна из основных ее характеристик.
Условно бумагу разделили на группы: крупнозернистая, среднезернистая и бумага с мелким зерном.
Величина зерен определяет вид работ, для которых предназначена наждачная бумага. Маркировка же поможет ее выбрать.
Наждаком осуществляют работы по сухой и мокрой обработке всевозможных зашпаклеванных поверхностей.

Для различных используется различающаяся зерном и основой наждачная бумага. Маркировка у такой бумаги специфическая.
Зернистость шлифовальной шкурки
Н - маркировка отечественной продукции (старая).
Р - маркировка импортной продукции и новая маркировка отечественной продукции.
Производители, выпускающие продукцию на экспорт, пользуются единым мировым стандартом обозначения размера зерна.
В отдельных государствах рухнувшего Союза наждачная бумага, маркировка наждачного производства осуществляются по ГОСТу (старому).
То же самое происходит в Канаде, Китае, США и Японии, где внутренний рынок пользуется собственными обозначениями.
Европейский стандарт (новый ГОСТ) подразумевает рост значений по мере снижения размера зерна. Совершенно по-другому в вышеупомянутых странах маркируется наждачная бумага.
ГОСТ, например, разработан таким образом, что здесь значения, наоборот, уменьшаются по мере снижения размера зерна.
Эти различия нельзя игнорировать при покупке абразивных изделий на территории стран бывшего Союза, т.к. эта разница может привести к приобретению неподходящего товара.
Отметим, что импортная бумага чаще всего продается в изделиях, а отечественная - в рулонах, и продают ее погонными метрами.
Если бумага используется в быту, то запоминать маркировку не обязательно. Нужно лишь знать, что старая маркировка идет с буквой Н после числа, а новая с буквой Р перед цифрой.
На обратной стороне бумаги есть и другие обозначения. По ним можно установить дополнительные сведения о наждачке: ее основу, технологию абразива, материал зерна, тип связующего и т. п.
Теперь вы знаете, что такое Маркировка? С ней вы тоже разобрались. Осталось пожелать всем приятной и плодотворной работы.
Для чистовой и черновой обработки поверхностей довольно часто применяется наждачная бумага. Виды материала обладают отдельными техническими характеристиками, различной зернистостью, видами использованного абразива.
Что представляет собой материал?
Эластичный абразив на бумажной либо тканевой основе, рабочая поверхность которого покрыта зернистым порошковым слоем, - это наждачная бумага. Виды данного материала находят применение при обработке дерева, металла, пластика, стекла, прочих распространенных материалов.
История разработки
Согласно документированным сведениям, впервые использовалась китайскими мастерами в XIII веке. Производилась шлифовальная шкурка путем фиксации смеси из песка, измельченных семян растений и ракушек с помощью крахмального клея на грубой кожаной основе. Нередко в качестве абразива для грубой обработки применялись мелкие частицы битого стекла.
Первый серийный выпуск наждачной бумаги осуществился в 1833 году, когда патент на производство новой продукции был выдан американскому предпринимателю Айзеку Фишеру из городка Спрингфилд
Параллельно развитию технологий совершенствовалась и наждачная бумага. С начала ХХ века в Европе велись активные разработки, в ходе которых исследовались качества отдельных Впоследствии результаты работ послужили основой для изобретения влагостойкой шлифовальной шкурки. Указанный тип наждачной бумаги осуществил небольшую революцию в сфере автомобилестроения. В частности с ее помощью открылась возможность для быстрой и тщательной чистовой обработки деталей.
Особенности применения
При обработке поверхностей с помощью абразивной шкурки следует придерживаться некоторых правил. В ходе работ по исправлению дефектов сначала рационально прибегать к использованию наиболее грубой шкурки. Крупная зернистость подходит для черновой обработки древесины, удаления устаревшего лакокрасочного покрытия, слоя ржавчины.

Наждачная бумага мелкая применяется на этапе чистовой металлических, окрашенных поверхностей. Для зачистки пластика идеальным вариантом выступает шкурка с минимальной зернистостью.
Сегодня мастерам также доступна водостойкая наждачная бумага, применение которой позволяет избежать возникновения обилия пыли в ходе выполнения работ. Благодаря влажной шлифовке обрабатываемые поверхности приобретают наиболее гладкую, чрезвычайно привлекательную фактуру.
Характеристики
Среди определяющих технических характеристик абразивной шкурки выделяют следующее:
- Материал изготовления основания.
- Показатели зернистости.
- Характер производственных основ, что используются в качестве зерен.
Наждачная бумага - виды
Шлифовальные шкурки разделяют на отдельные разновидности, прежде всего согласно основанию, на которое наносится абразив. Наиболее распространенной выступает продукция на бумажной основе. Такое решение отличается особой дешевизной и достойной устойчивостью к износу. Большинство изделий данного плана отличаются водоотталкивающими качествами, а также открывают возможность для нанесения наиболее мелких зерен.

Наждачная бумага на тканевой основе обладает высокими показателями износостойкости. Благодаря применению специализированных смол ей можно придать влагоустойчивые качества. Кроме того, тканевая подложка делает материал чрезвычайно эластичным.
Рассматривая вопрос, какой бывает наждачная бумага (виды материала), нельзя не отметить комбинированные изделия. Такие шлифовальные шкурки отличаются достоинствами, характерными для обоих вышеуказанных вариантов. Отсюда вытекает высокая цена подобной продукции. Что касается применения, комбинированные абразивы способны противостоять повышенным механическим нагрузкам.
Зернистость
Согласно показателям зернистости различают следующие варианты наждачной бумаги:

Тип абразива
В качестве абразивов при изготовлении наждачной бумаги применяются такие основы:
- Гранат - представляет собой материал естественного происхождения, который выступает оптимальным решением для чистовой обработки натуральной древесины.
- Карбид кремния - наиболее высокопрочный абразив. Шкурки с напылением из таких зерен выступают незаменимым средством для работы по металлу, пластмассе. Карбидный абразив подходит для зачистки окрашенных поверхностей, шлифовки стекловолокна.
- Керамика - шкурки с таким покрытием используют на этапе формирования базовой фактуры древесины, а также при устранении выраженных дефектов. Другими словами, такая бумага применяется при выполнении грубой работы. Чаще всего встретить продукцию данного плана можно в виде закольцованных шлифовальных лент, что используются для машинной обработки поверхностей.
- Оксид алюминия - отличается особенно хрупкой структурой. При создании трения с поверхностями абразив образует новые острые грани. Поэтому шкурки подобного плана обладают по-настоящему внушительным сроком службы. Применяется такая наждачная бумага преимущественно в столярном деле и

Дополнительные сведения
Помимо зернистости, на упаковке наждачной бумаги может указываться следующая дополнительная информация:
- Назначение - для обработки металлических поверхностей либо более податливых материалов незначительной твердости.
- Параметры полотна - длина и ширина.
- Состав абразива и его фракция.
- Характер клеевой основы, использованной для фиксации абразива (синтетика, янтарный лак, формальдегидная смола, комбинированная связка).
- Уровень износоустойчивости изделия.
Наждачная бумага - цена
Сколько стоит абразивная шкурка на отечественном рынке? Цена мелкозернистых изделий на бумажной основе стартует примерно от 30 рублей за погонный метр. Стоимость более долговечной наждачной шкурки на тканевой подложке составляет от 150-200 рублей за погонный метр и колеблется в зависимости от фракции и типа использованного абразива.

В заключение
По сравнению с прочими шлифовальными средствами, в частности металлическими щетками, точильными кругами наждачная бумага выступает по-настоящему дешевым, доступным для широчайшей потребительской аудитории материалом. Сегодня абразивная шкурка выпускается в форме полос, кругов, листов, лент. Все это способствует ее эксплуатации в самых различных сферах деятельности, выполнению работ вручную и с использованием электроинструмента.